
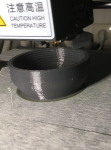
Всем привет и всех с праздниками. Господа, нужна помощь. Печатаю корпус от kokoc1989. Он немного доработан: плафон из леруа у меня квадратный, основание сделано под матрицу 16х16. Печатаю пластиком petg от fd-plast. Никак не получается сделать резьбу нормально, чтоб сопряглись 2 части. Наружняя резьба еще норм получается, а внутренняя никак не хочет. При печати сопли тянутся и все тут... Подскажите, как решать проблему
3D ПЕЧАТЬ Проблема с печатью PETG
- Автор темы PDanil0590
- Дата начала
Температура 230-240. Температура стола 80-90. Скорость печати 40-70. Обдув уже указал от 50 до 75%. Внутренняя резьба не выходит. Получается вот такая вот фигня. Сопли получаются, резьба не выходит
Вложения
-
 69.7 KB Просмотры: 376
69.7 KB Просмотры: 376
у меня даже выше температура. и получалось. делал коробку под беруши.
Можно попробовать увеличить ретракт и еще снизить температуру.
Можно попробовать увеличить ретракт и еще снизить температуру.
В общем, не получается. Вообще резьба как-то странно получается. Витки резьбы печатаются нитками
Вложения
-
 145.1 KB Просмотры: 173
145.1 KB Просмотры: 173 -
 212.4 KB Просмотры: 163
212.4 KB Просмотры: 163
Первый файл. Изначально деталь такая. Но она печаталась более 10 часов и в целом вышла прилично, ну кроме резьбы. Потому я решил добить резьбу и напечатать нижнюю часть с резьбой, а там отпилить кусок от первой детали и приклеить напечатанное нормальное.
Гляну, аж интересно стало.
Кстати, вчера еще один момент вспомнил: какой стоит обдув на хотэнде ? я штатный поменял на почти круговой
Кстати, вчера еще один момент вспомнил: какой стоит обдув на хотэнде ? я штатный поменял на почти круговой
сейчас запустил на печать короткую штуку.. если получиться думай как забрать, мне она не нужна)
обдув надо мо-ди-фи-ци-ро-вать... наверное)
обдув надо мо-ди-фи-ци-ро-вать... наверное)
а не подскажешь настройки слайсера? У меня так
Вложения
-
 72 KB Просмотры: 339
72 KB Просмотры: 339 -
 74.1 KB Просмотры: 310
74.1 KB Просмотры: 310
Я в этом не профи, что бы по фотографии что то делать..
Существенные отличий у меня не много. температура стоит 245, подбирал опытным путем для серого пет-г от бестфиламента, обдув ставлю 100%, для начальных слоев 30%, ретракт у меня 6 мм со скоростью 40, температура стола 85, вообще стол у меня кривой был изначально, линзой. с одной стороны наложил шину и открыл для себя в этом деле бумажный скотч - залепил им стол с его хваленым покрытием и перестал шаманить каждый раз при печати. вот сейчас поменял пла на пет-г и сразу на печать.
скорость печати осталась от чего то 40 ) пытался что то супер напечатать. так 60-70, стенки 40, заполнение 50-60, 1-ый слой 20.
прилипание варьирую от необходимости
Очень понравилось использовать адаптивные слои, это когда толщина слоя меняется в зависимости от его сложности . при слое 0.2 можно получить на печать слои 0.1 до 0.3 мм. вот сейчас заметил, что не указал печатать тонкие стенки, для резьбы может быть нужно. но вроде она не такая мелкая. до нее еще не дошла печать.
Существенные отличий у меня не много. температура стоит 245, подбирал опытным путем для серого пет-г от бестфиламента, обдув ставлю 100%, для начальных слоев 30%, ретракт у меня 6 мм со скоростью 40, температура стола 85, вообще стол у меня кривой был изначально, линзой. с одной стороны наложил шину и открыл для себя в этом деле бумажный скотч - залепил им стол с его хваленым покрытием и перестал шаманить каждый раз при печати. вот сейчас поменял пла на пет-г и сразу на печать.
скорость печати осталась от чего то 40 ) пытался что то супер напечатать. так 60-70, стенки 40, заполнение 50-60, 1-ый слой 20.
прилипание варьирую от необходимости
Очень понравилось использовать адаптивные слои, это когда толщина слоя меняется в зависимости от его сложности . при слое 0.2 можно получить на печать слои 0.1 до 0.3 мм. вот сейчас заметил, что не указал печатать тонкие стенки, для резьбы может быть нужно. но вроде она не такая мелкая. до нее еще не дошла печать.

Ничего себе. Видимо да, обдув решает. Странно только, что наружняя резьба получилась вполне отлично. Я сейчас попробую распечатать с теми настройками слайсера, что ты подсказал. И потом отпишусь
Ender 3 pro. Все равно сопли есть. Видно прям, как идет по внутренней стенке, фигакс и соплю откладывает
В общем, распечатал и установил самый простой обдув, немного поправил настройки слайсера согласно выданным рекомендациям и..... получилось! Все распечаталось как надо. Да, волосинки 3-4 соплей было в самом низу, но это мелочи. Все собралось и функционирует. Пластик тот же, FD пласт, но 2 катушки PETG купил, их израсходую, а более не буду им пользоваться. Скупой платит дважды, лучше взять BestFilament. Почитал статьи и отзывы....
Еще раз огромное спасибо за помощь
Еще раз огромное спасибо за помощь
Вложения
-
 66.2 KB Просмотры: 211
66.2 KB Просмотры: 211 -
 67.7 KB Просмотры: 197
67.7 KB Просмотры: 197
Перешел с PLA на PETG пришлось повозится с настройками . Первая печать была и сопли и капли на стенках . Сейчас идеально .Единственное проблема с резьбой .Не скрутиш детали приходится в cura внутреннее расширение ставить в минус . Наружние размеры по чертежу а внутренние меньше на несколько десяток. Обдув обязателен . Ставлю на 80% стоят с двух сторон улитки 5015. Ретракт 6мм, скорость 25 , температура печати 250 , стол 75. Скорость 60 . Температуры с показаний на принтере , правильность не проверял. Настройки точнее но результат отличный. PLA гораздо хуже. Ломается и легко плавится . Судя по фото у вас плохо спекаются слои нависающие , такое ощущение что плохо прижимаются слои , хотя у petg более высокая адгезия слоев.
Здравствуйте !
На личном опыте знаю, что при печати внутренней резьбы нужно увеличивать коэффициент подачи пластика.
Смысл в том, что при печати наружной резьбы, пластик как бы натягивается на наружную поверхность и соскользнуть ему не куда, а вот при печати внутрь, пластик стремится к центру (из-за нехватки пластика и из-за тепловой деформации) вот и получается ,что напечатанные кольца отделяются.
Очень люблю печатать резьбы") . Многие детали печатаю без поддержки, режу их на части, а собираю потом по резьбе.
. Многие детали печатаю без поддержки, режу их на части, а собираю потом по резьбе.
На личном опыте знаю, что при печати внутренней резьбы нужно увеличивать коэффициент подачи пластика.
Смысл в том, что при печати наружной резьбы, пластик как бы натягивается на наружную поверхность и соскользнуть ему не куда, а вот при печати внутрь, пластик стремится к центру (из-за нехватки пластика и из-за тепловой деформации) вот и получается ,что напечатанные кольца отделяются.
Очень люблю печатать резьбы
. Многие детали печатаю без поддержки, режу их на части, а собираю потом по резьбе.
Поделиться: